商標(biāo)印刷機(jī)UVLED固化的印刷講解
日期:2019-06-28 15:55 作者:admin
典型UVLED固化不干膠商標(biāo)印刷機(jī)
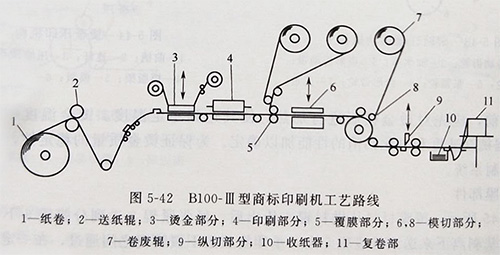
現(xiàn)以圓壓平的不干膠商標(biāo)印刷機(jī)為例說(shuō)明其工作原理,圖5-42為不干膠印刷機(jī)的工藝路線圖,主要包括燙金�、印刷、覆膜����、模切、收紙等����。該機(jī)紙張的運(yùn)行方向與印版滾筒軸線平行,印版安裝在滾筒上,卷筒紙下的平臺(tái)上墊以適當(dāng)?shù)囊r墊材料,當(dāng)滾筒處于圖中位置順時(shí)針轉(zhuǎn)動(dòng)時(shí),卷筒紙靜止,進(jìn)行一次印刷,當(dāng)滾筒完成印刷后到達(dá)紙帶右側(cè)位置時(shí),卷筒紙開(kāi)始運(yùn)行二次印刷位置,靜止準(zhǔn)備接受印刷,這時(shí)滾筒又逆時(shí)針沿齒條轉(zhuǎn)動(dòng),進(jìn)行二次印刷。如此往返運(yùn)動(dòng),實(shí)現(xiàn)單色或多色印刷��。圓壓平型印刷機(jī)的工位安排有各種組合,除進(jìn)行印刷�����、烘干����、燙金、覆膜���、模切等外,還可以在燙金���、模切部位進(jìn)行壓痕���、壓凸凹工藝。圓壓平型印刷機(jī)滾筒與版臺(tái)為線接觸,壓力比較少,油墨容易轉(zhuǎn)移,所以圖像再現(xiàn)性好,分辨率可達(dá)150~170線/in,裝卸版臺(tái)及調(diào)節(jié)套印比較方便���。缺點(diǎn)是多色套印時(shí)誤差較大,印刷速度低�。
圓壓平型印刷機(jī)壓印中瞬間的接觸面較小,壓力較大又容易均勻,這有利于實(shí)現(xiàn)版面墨層的均勻轉(zhuǎn)移�����。但由于鋁箔不干膠紙質(zhì)地韌又硬,所以,印版底托的平整度對(duì)產(chǎn)品印刷墨色的影響比較敏感�����。若采用傳統(tǒng)的生產(chǎn)工藝,以膠合板充作印版底托,這種底托堅(jiān)實(shí)性差,不耐壓,且平整度不好,容易產(chǎn)生壓力不均���、著色不飽滿(mǎn),使印品墨色出現(xiàn)發(fā)花等工藝弊病。所以,印刷鋁箔不干膠紙產(chǎn)品,應(yīng)選用金屬性版托,如磁性版臺(tái)���、鋁板底座作為印版的底托,金屬性的版托平整度較好,抗壓強(qiáng)度也高,印刷壓力充足又均勻,可以使印品版面墨色飽滿(mǎn),附著牢固,能有效避免印刷不良故障的發(fā)生����。
1.UVLED固化印刷部件采用圓壓平型壓印方式,在UVLED固化印版滾筒上安裝各色印版,印版滾筒在傳動(dòng)部件的驅(qū)動(dòng)下在導(dǎo)軌上往復(fù)旋轉(zhuǎn),完成印刷過(guò)程。
印刷臺(tái)為平面形平臺(tái),并設(shè)有襯墊���。壓印時(shí)印版滾筒上的版面與印刷臺(tái)直接接觸完成壓印���。另外,印刷臺(tái)兩側(cè)設(shè)有齒條和平面導(dǎo)軌,通過(guò)齒輪與齒條的嚙合使印版滾筒在導(dǎo)軌上往復(fù)旋轉(zhuǎn)。采用走肩鐵形式,滾枕與導(dǎo)軌直接接觸�。
印版滾筒由滾筒體、傳動(dòng)齒輪����、滾枕和軸承等組成。滾筒體表面平整���、光潔,具有較高的精度,并在其表面制有格子線,供裝版時(shí)作為定位標(biāo)線使用�。目前般采用樹(shù)脂版,用雙面膠帶將各色印版裝在滾筒體上����。
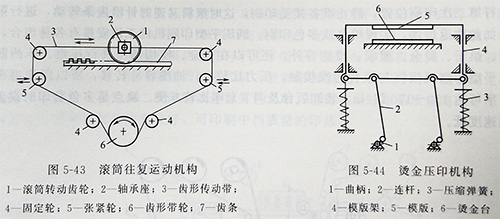
滾筒的軸裝于軸承座內(nèi),在齒形傳動(dòng)帶的驅(qū)動(dòng)下往復(fù)運(yùn)動(dòng),以帶動(dòng)印版滾筒實(shí)現(xiàn)往復(fù)旋轉(zhuǎn),如圖5-43所示。
2.UVLED固化印刷的燙金部件
燙金的給料方法有縱向走箔和橫向走箔部件,以合理利用電化鋁材料���。燙金壓印是通過(guò)燙金模版的上下運(yùn)動(dòng)來(lái)實(shí)現(xiàn)的,壓印機(jī)構(gòu)的工作原理如圖5-44所示���。兩個(gè)曲柄同步旋轉(zhuǎn)通過(guò)連桿使模版架沿導(dǎo)軌上下運(yùn)動(dòng),與燙金臺(tái)完成壓印�。壓縮彈簧直接作用在模版架底部在停機(jī)時(shí)可保證模版處于離壓位置,同時(shí)還可提高運(yùn)動(dòng)的穩(wěn)定性����。
在燙金前,應(yīng)先對(duì)燙金模版進(jìn)行加熱,使其達(dá)到穩(wěn)定溫度。燙金溫度一般為100~140℃,根據(jù)燙金速度和電化鋁箔的性能加以確定���。為保證燙金質(zhì)量的穩(wěn)定性,應(yīng)設(shè)有燙金溫度自動(dòng)控制系統(tǒng)����。
3.UVLED固化印刷的覆膜部件
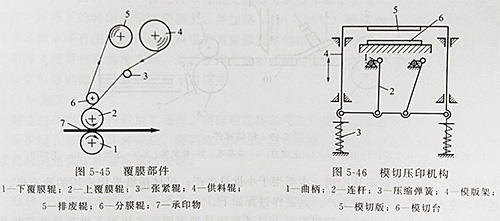
如圖5-45所示,覆膜材料從供料輥4傳岀后,經(jīng)張緊輥3送到分膜輥6下方,先將覆膜材料的紙基剝離下來(lái)送到排廢輥5上,承印物從上下覆膜輥之間通過(guò),在一定壓力下把具有一定黏性的薄膜貼附在承印物表面上���。為保證覆膜質(zhì)量,應(yīng)合理調(diào)整覆膜輥之間的壓力
4.UVLED固化印刷的模切部件
模切部件是利用模切版的模切刀片將承印物上的標(biāo)簽圖形進(jìn)行半切,使標(biāo)簽部分保留在基材上,經(jīng)牽引���、剝離部件送入下工序加工,而被切除下的廢紙邊送往排廢輥。
模切壓印機(jī)構(gòu)的工作原理如圖5-46所示,模切版用雙面膠帶貼在模切版臺(tái)上��。在曲柄的驅(qū)動(dòng)下,帶動(dòng)連桿使模切版沿導(dǎo)軌上下運(yùn)動(dòng),與模切臺(tái)完成模切過(guò)程����。壓縮彈簧直接作用是在停機(jī)時(shí)可保證模版處于離
壓位置���。版臺(tái)上裝有襯墊,可通過(guò)改變襯墊厚度來(lái)調(diào)節(jié)模切壓力,模切壓力也可通過(guò)調(diào)整模切臺(tái)的上下位置來(lái)實(shí)現(xiàn)�。
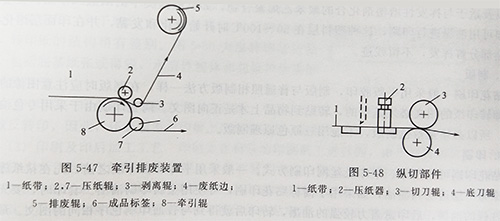
在模切部件后面一般還設(shè)有牽引排廢部件,主要由牽引與排廢兩部分組成,如圖5-47所示。紙帶經(jīng)模切后從牽引輥與壓紙輥中間通過(guò),經(jīng)剝離輥將紙帶分為成品標(biāo)簽和廢紙邊兩部分����。成品標(biāo)簽通過(guò)壓紙輥輸出,廢紙邊由剝離輥導(dǎo)向送往排廢輥處復(fù)卷。
5.UVLED固化印刷的縱切部件
如圖5-48所示��,織帶從切刀輥與底刀輥中間通過(guò)��,由壓紙器壓住織帶�,依靠底刀輥與切刀輥對(duì)滾,由圓形切刀將織帶沿其縱向切開(kāi)���,然后輸出復(fù)卷�。
6.UVLED固化印刷的縱切部件
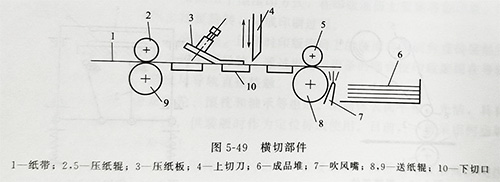
如圖5-49所示,紙帶從送紙輥和壓紙輥之間通過(guò),由壓紙板壓住紙帶,然后由上切刀向下運(yùn)動(dòng)與下切口將紙帶切斷,由送紙輥和壓紙輥送到成品堆上,吹風(fēng)嘴將產(chǎn)品干燥